数控车床G82指令编程(毛坯外形已加工完成)
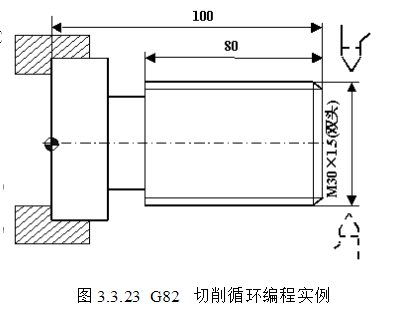
%3323
N1 G55 G00 X35 Z104 (选定坐标系G55,到循环起点)
N2 M03 S300 (主轴以300r/min正转)
N3 G82 X29.2Z18.5 C2 P180 F3 (第一次循环切螺纹,切深0.8mm)
N4 X28.6 Z18.5 C2 P180 F3 (第二次循环切螺纹,切深0.4mm)
N5 X28.2 Z18.5 C2 P180 F3 (第三次循环切螺纹,切深0.4mm)
N6 X28.04 Z18.5 C2 P180 F3 (第四次循环切螺纹,切深0.16mm)
N7 M30 (主轴停、主程序结束并复位)


